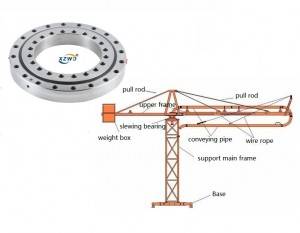
حلقه چرخان میز گردان توپی تماس زاویه ای 4 نقطه ای





دربلبرینگ چرخانصنعت یک صنعت سرمایه بر و فناوری بر است.پس از سالها توسعه، Xuzhouبلبرینگ چرخانصنعت در ابتدا استانداردهای صنعتی نسبتاً کاملی را ایجاد کرده است.تحقیق و
قابلیت های توسعه شرکت های بلبرینگ چرخشی بسیار بهبود یافته است، اما در مقایسه با کشورهای توسعه یافته، آنها در حال توسعه و ساخت توسعه فناوری، تجهیزات فرآیند و ابزارآزمایی هستند.وجود دارد
هنوز برخی از شکاف ها در این جنبه ها.
به منظور گسترش سهم خود در بازار گران قیمت، تولیدکنندگان نسبتاً قوی بلبرینگ چرخشی Xuzhou با سرمایه و قدرت فنی، سرمایه گذاری خود را در تحقیق و توسعه به طور مداوم افزایش می دهند.به عنوان مثال، SlewingRing از سال 2011 استانداردهای صنعت را توسعه داده است. استانداردهای داخلی شرکتی سختگیرانه تر برای اطمینان از بهبود بیشتر هندسه یاتاقان چرخشی.عمق لایه سخت شده افزایش می یابد.عمر مفید حلقه چرخان افزایش می یابد.تحقیق و توسعه مواد ضد خوردگی تقویت می شود.و استفاده از حلقه چرخان ترویج می شود.توسعه تجهیزات، استفاده از فناوری شبیه سازی کامپیوتری برای
اعتبار موثر ظرفیت باربری حلقه چرخشی، ساختار محصول به اندازه طراحی بهینه سازی.در همان زمان، بسیاری از شرکتها در یاتاقانهای چرخشی Xuzhou نیز شروع به توجه به تحقیق و کاربرد فناوری پایه حلقه چرخشی و فناوریهای مرتبط کردند.
باید گفت که در سال های اخیر یاتاقان چرخشی xuzhou به سرعت پیشرفت کرده است و کیفیت بلبرینگ های چرخشی بالا است.در عین حال، همراه با بهبود مستمر ظرفیت عملیاتی شرکت و راندمان تولید، یاتاقانهای چرخشی Xuzhou همیشه مزیت رقابتی را در بازار داخلی در بازار داخلی حفظ کردهاند.
بسیاری از کاربران اطلاعات کافی در مورد نصب حلقه چرخان نداشتند، اغلب به دلیل اشتباهات نصب یا عدم دقت در نصب، مانند چرخش غیرقابل انعطاف، صدای غیرعادی و غیره، منجر به عملکرد نامناسب حلقه چرخان می شود که امروزه توسط آموزش نصب حلقه های چرخشی هدایت می شود. و یاتاقان چرخان تا همه بتوانند مشکلات و اشتباهات در نصب رینگ های چرخشی را کاهش دهند.

ابتدا قبل از نصب حلقه چرخان باید سطح نصب دستگاه اصلی را بررسی کرد.لازم است که عضو نگهدارنده دارای استحکام کافی باشد، سطح اتصال باید ماشین کاری شود و سطح صاف و عاری از آوار و سوراخ باشد.برای آنهایی که برای دستیابی به صافی مورد نیاز ماشینکاری نمی شوند، می توان از پلاستیک های مخصوص با قدرت تزریق بالا به عنوان پرکننده استفاده کرد تا از دقت صفحه نصب اطمینان حاصل شود و لرزش را کاهش دهد.حلقه چرخان یاتاقان چرخان دارای یک ناحیه نرم سخت شده است که با علامت S در قسمت انتهایی فرول مشخص شده است.هنگام نصب، نوار منعطف باید در منطقه غیر بارگذاری یا غیر بارگذاری قرار گیرد.
منطقه بازگشتی (سوراخ پلاگین همیشه در ناحیه نرم قرار دارد. ).
دوم، هنگام نصب یک حلقه چرخان، ابتدا باید موقعیت شعاعی انجام شود، پیچ های نصب را به صورت متقاطع محکم کنید و چرخش بلبرینگ را بررسی کنید.به منظور اطمینان از انتقال صاف یاتاقان، دنده ها باید قبل از سفت شدن پیچ های نصب بازرسی شوند.هنگام سفت کردن پیچ باید نیروی پیش سفت کافی وجود داشته باشد و نیروی پیش سفت باید 70 درصد حد تسلیم مواد پیچ باشد.پیچ های نصب باید به واشر تخت مجهز شوند.استفاده از واشر فنری ممنوع است.پس از اتمام نصب بلبرینگ چرخان، به بهره برداری می رسد.پس از 100 ساعت کار مداوم، باید به طور کامل بررسی شود که آیا گشتاور پیش سفت شدن پیچ نصب مطابق با الزامات است یا خیر.بازرسی فوق هر 500 ساعت کار مداوم یک بار تکرار می شود.
ثالثاً حلقه چرخان پس از نصب باید با مقدار مناسبی از گریس پر شود و با یاتاقان های چرخان جانبی پر شود تا گریس به طور مساوی توزیع شود.پس از مدتی کار، حلقه چرخانبلبرینگ به ناچار بخشی از گریس را از دست می دهد.بنابراین، یاتاقان حلقه چرخشی باید هر 50 تا 100 ساعت یک بار در حالت عادی پر شود.برای یاتاقان های چرخشی که در محیط های با دمای بالا یا گرد و غبار کار می کننددر شرایط، دوره اضافه کردن گریس روان کننده باید به طور مناسب کوتاهتر باشد.هنگامی که قرار است دستگاه برای ذخیره سازی خاموش شود، باید با گریس کافی نیز پر شود.

4. در طول فرآیند حمل و نقل، یاتاقان ها باید به صورت افقی روی وسایل نقلیه قرار گیرند.اقدامات لازم برای جلوگیری از لغزش و جلوگیری از لرزش انجام شود.در صورت لزوم، پشتیبانی های کمکی را اضافه کنید.
5. یاتاقان ها باید به صورت افقی در محل خشک، دارای تهویه و صاف قرار گیرند.انبار باید از مواد شیمیایی و سایر مواد خورنده جدا شود.اگر چندین مجموعه از یاتاقان ها باید روی هم چیده شوند و روی هم چیده شوند، سه یا بیشتر برابراسپیسرهای چوبی ارتفاع باید به طور یکنواخت در جهت محیطی بین هر مجموعه قرار گیرند و اسپیسرهای بالا و پایین باید در یک موقعیت قرار گیرند.یاتاقان هایی که باید به نگهداری فراتر از ضد زنگ ادامه دهنددوره باید دوباره تمیز و ضد زنگ شود.
1. استاندارد ساخت ما مطابق با استاندارد ماشین آلات JB/T2300-2011 است، همچنین سیستم های مدیریت کیفیت کارآمد (QMS) ISO 9001:2015 و GB/T19001-2008 یافت شده است.
2. ما خود را وقف تحقیق و توسعه بلبرینگ چرخشی سفارشی با دقت بالا، هدف خاص و الزامات می کنیم.
3. شرکت با مواد اولیه فراوان و راندمان تولید بالا می تواند محصولات را در سریع ترین زمان ممکن به مشتریان عرضه کند و زمان انتظار مشتریان برای محصولات را کوتاه کند.
4. کنترل کیفیت داخلی ما شامل اولین بازرسی، بازرسی متقابل، کنترل کیفیت در فرآیند و بازرسی نمونه برای اطمینان از کیفیت محصول است.این شرکت دارای تجهیزات تست کامل و روش تست پیشرفته است.
5. تیم خدمات پس از فروش قوی، حل به موقع مشکلات مشتری، برای ارائه خدمات متنوع به مشتریان.